
咨询热线:
150-8667-8511 183-2336-8316
150-8667-8511 183-2336-8316

服务热线:150-8667-8511
183-2336-8316
公司地址:重庆市沙坪坝区梨树湾石堰村8号

镀锌圆专业餐饮风管加工法兰工艺流程:成品酸洗-水洗-加助镀液-烘干-挂镀-冷却-药化-清洗-打磨-热镀锌完工 镀锌圆法兰工餐饮风管加工厂家艺原理:将铁件清洗干净,然后溶剂处理,烘干后浸入锌液中,铁与熔融锌反应生成一合金化的锌层,其流程为:脱脂--水洗--酸洗--助镀--烘干--热浸镀锌--分离--冷却钝化。

但需做好专业餐饮风管加工以下几点: 法兰连接:为保证法兰餐饮风管加工厂家接口严密性,法兰之间应有垫料。在无特殊要求的情况下,法兰垫料按下表选用。风管排列无法兰连接 抱箍式连接:主要用于钢板圆风管和螺旋风管连接,先把每一管段的两端轧出鼓筋,并使其一端缩为小口。安装时按气流方向把小口插入大口,外面用钢制抱箍将两端的鼓箍抱紧连接,后用螺栓穿在耳环中间固定拧紧。 插接式连接:主要用于矩形或圆形风管连接。先制作连接管,然后插入两侧风管,再用拉铆钉将其紧密固定。 插条式连接:主要用于重庆矩形风管加工成品的连接。将不同形式的插条插入风管两端,然后压实。 软管式连接:主要用于风管与部件(如散热器、静压箱侧送风口等)的相连。安装时软管两端套在连接的管外,然后用特别软的卡箍把软管箍紧。
热镀锌的合金层专业餐饮风管加工的厚度主要取决了钢材的硅含量等化学成份,钢材的横截面积大小,钢材表面的餐饮风管加工厂家粗糙程度,锌锅温度,浸锌时间,冷却快慢,冷轧变形等。 镀锌圆法兰优点: 1、 处理费用低:热浸镀锌防锈的费用要比其他漆料涂层的费用低; 2、 持久耐用:在郊区环境下,标准的热镀锌防锈的厚度,可保持50年以上而不必修补;在市区或近海区域,标准的热镀锌防锈层则可保持20年而不必修补; 3、 可靠性好:镀锌层与钢材间是冶金结合,成为钢表面的一部份,因此镀层的持久性较为可靠; 4、 镀层的韧性强:镀锌层形成一种特别的冶金结构,这种结构能承受在运送及使用时受到机械损伤; 5、 全面性保护:镀件的每一部分都能镀上锌,即使在凹陷处、尖角及隐藏处都能全面地受到保护; 6、 省时省力:镀锌过程要比其他涂层的施工法更快捷,并且可避免安装后在工地上涂刷所需的时间。

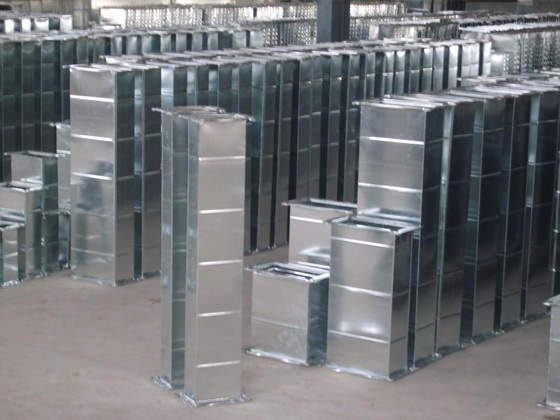
重庆共板法专业餐饮风管加工兰风管加工又称无法兰风管,其制作形式比传统的矩形风管加工速度更快捷、更方便、更餐饮风管加工厂家小的漏风率。其优点是节省材料,减少工程投资;漏风量小,降低能耗,节省运行费用,颇受厂房装修施工企业欢迎。

通风管道专业餐饮风管加工的安装步骤:1.风管组装:当风管较餐饮风管加工厂家短时,可一次在地面组装而成,当风管较长时,可视安装场地的情况,在地面分段组装。组装时应尽量调整风道的中心度和水平度,避免风管扭曲或上下起波,左右摆龙,每段风道不宜超过10m.组装时,垫片应垫平,法兰螺栓应均匀拧紧,螺母帽均朝向同一方向。2.风管就位:风管就位前应检查全部支架的水乎度和标高、检查支架的牢固程度,风管就位可采用直接和吊具两种方法。对风管断面较小,又位置较低的可采用人工就位方法,只需搭设简易脚手架即可。当风管断面较大且管段较长时,可采用滑轮、倒链、大绳等方法吊装。为了便于风道就位,一般多采用将风道吊在脚手架上,然后再将其抬放在风道支架上的方法。脚手架应沿其风道长度方向搭设,高度和位置应适合施工操作,吊装顺序应先干管后支、立管,吊起时,吊点应牢固,两吊点应均匀受力。垂直风管可采用人工和大绳辅助就位。调整风管保证垂直度要求。3.风道调直:就位在支架上的风道,应拨正位置,调整风道横平竖直,然后再按图集要求固定。


